
如何更换模具?有效模具装卸的模具更换流程
2024-06-07 10:13:56

在注塑成型中,模具更换过程是常见的需求,本篇内容将会详细说明每个步骤,以确保模具更换的安全和效率。
在多种情况下需要进行模具更换流程,例如产品设计改变、材料类型改变或生产量变、模具维护和修理、原型开发、工具磨损或损坏等。这些情况需要新的模具设置以适应更新的规格、不同的材料和变化的生产需求优化,从而确保射出成型操作的效率和质量。
在开始注塑成型的模具更换过程之前,事前准备工作很重要,确保更换时的安全与效率。
1. 安全装备和工具准备
确保您拥有必要的安全装备和工具:
- 安全帽: 防止潜在的头部受伤。
- 脱模工具: 抹布、防锈剂和扳手。
2. 模具检查
请透过以下检查来确保模具已准备好安装:
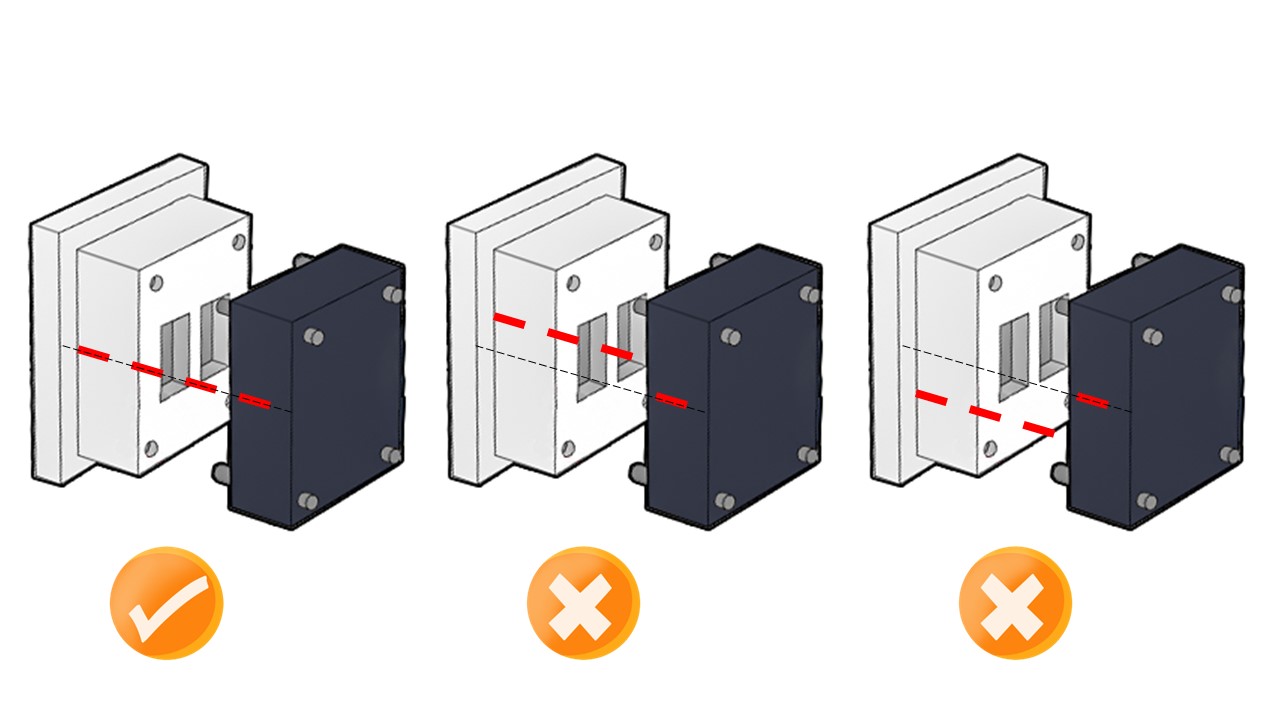
- 模具两半之间的同心度检查: 确保模具两半的同心度,以延长模具寿命和提高产品质量。
- 机器兼容性: 确保注塑机的大柱间距能够容纳模具尺寸。
- 冷却水管: 确保冷却水管接头安装正确,水路通畅。
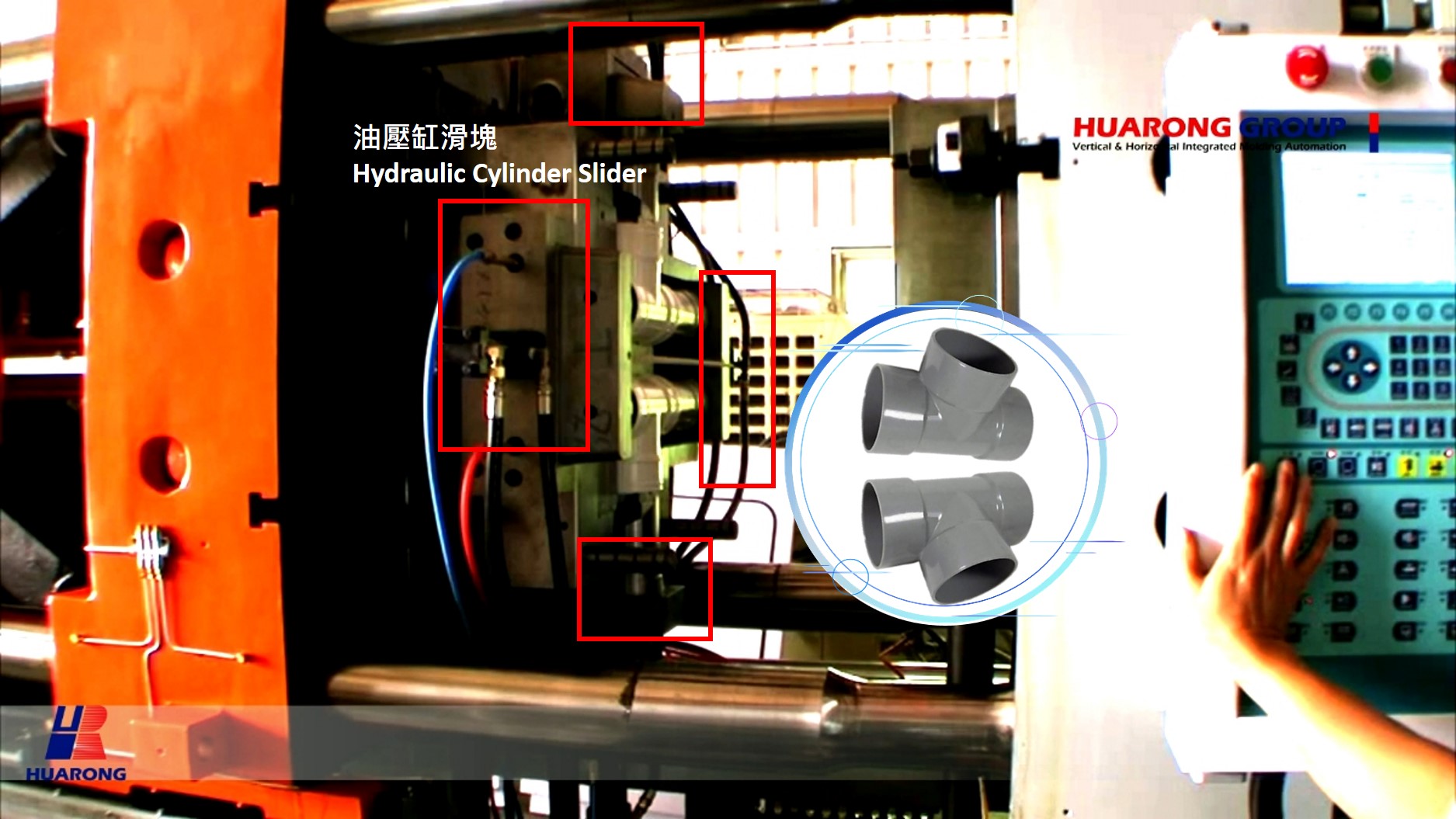
- 油压缸滑块油管(如适用): 准备并检查油管及其接头,避免使用已损坏螺纹的油管,以防止漏油。
- 吊环安装: 安装吊环,吊环旋入模具的深度必须大于吊环直径的1.5倍,如果吊环与模具表面没有贴合,建议使用垫片来防止吊环弯曲、断裂。
3. 天车检查
彻底检查天车,以确保其处于良好状态。
- 控制器: 测试每个按钮,特别是紧急停止按钮。
- 钢丝绳和吊扣: 检查是否有断丝或环圈,确保吊扣没有变形并与模具重量匹配。
4. 注塑机启动
- 打开电源: 开始启动注塑成型机电源。
- 切换到手动模式: 点击按钮将机器切换到手动模式。
- 启动油压系统: 按下油泵按钮启动油压系统。
1. 正确悬挂和升起模具
吊扣放在模具的吊环上,使用天车升起模具,注意每个吊扣的负载能力,需匹配模具的重量。如果模具重超过10吨,确保每个吊扣的负载能力至少为10吨,且无弯曲变形,并考虑使用双钢丝绳配置,配有两个坚固的吊环;重量小于10吨的,可使用单根钢丝绳配双吊环。
2. 慢慢定位和水平调平模具
小心地将模具放置在射出机的两块模板之间,缓慢降低模具,以避免碰撞到大柱。
3.使用耐腐蚀材料防止生锈
为防止生锈和腐蚀,建议在模具和模板之间使用耐腐蚀材料。
4. 对准模具
请留意以下指示:
- 移动天车使模具阀套的中心与机器的定位环对齐。
- 手动推动模具,以确保其紧密贴合机台。
- 手动模式下操作射出机,慢慢地将机台的夹模单元完全压紧模具。
5. 固定模具半边在模板上
使用注塑机时请记住以下指示:
- 使用压板螺丝固定模具半边。
- 手动模式下操作射出基,缓慢打开模具,检查开模行程。
- 缓慢关闭模具,并进行三次此动作,以确保管线配置,适当安装,且无异常声音。
6. 拆除吊钩和吊环
在确保一切稳固后,您可以拆除吊钩和吊环。
7. 调试注塑参数和生产准备
调整机台设置以匹配新模具的规格,在开始生产线之前,测试模具是否正常运行。
1. 注塑机启动
打开注塑机并切换到手动模式,点击油泵按钮启动油压系统。
2. 开模和清洁模具
按下开模按钮,确保模具内部无任何异物,防止污染,模具打开并检查后,彻底喷洒防锈剂防止生锈和腐蚀,然后牢固关闭模具,小心断开冷却水管,清洁模具以去除残留水分,确保无任何可能导致生锈或影响模具性能的水分残留。
3. 拆除模具夹具并准备卸载
安装吊环,准备好钢丝绳和吊扣,以正确悬挂和紧固模具,缓慢移动天车以升起模具,松开模具半边的压板螺丝,使用天车机慢慢移动模具,避免接触大柱,最后确保模具放置在安全区域进行存储。
4. 其他注意事项
如果模具需要修理或维护,请及时通知工程师并提供详细的损坏记录;如果模具不再重新安装,请关闭油泵和加热系统,并关闭射出机电源。
延伸阅读: 注塑机的设备保养和检查表
模具更换过程是注塑成型中的关键部分,直接影响模具的安全性和射出机的效率,装载和卸载过程都是防止损坏并确保顺利生产的重要步骤,遵循这些步骤不仅保护设备,还保护参与的操作人员。如果您对注塑成型有任何疑问,请随时联系华嵘。
- 集团名称: 华嵘集团
- 品牌: 华嵘、煜达、南嵘
- 服务项目: 注塑机、立式注塑机、成型设备取出装置
- 服务电话: (06)7956777
- 集团总部: 台南市西港区庆安里中州21之6号
- 官方网站: https://www.huarong.com.tw/

前一则新闻:立式注塑成型机的全面指南
下一则新闻:学习注塑机的组件及功能