注塑机规格:选择合适设备时需注意哪些项目?
2024-07-10 16:40:12

了解注塑机规格是您为了得到最佳生产线效率及质量的先行功课,而评估规格时要考虑的关键因素,包含注射装置、合模装置、电气动力三大项,透过了解这些规格及其重要性,您可以根据您的特定生产要求选择合适的机器。
注塑机规格直接影响机器的性能及您的整体生产能力。这些规格涵盖了一系列技术细节,从注射单元的速率和功率到机器的合模力和能效。
注射单元负责将塑料熔体熔化、输送并注射到模具中。
注射重量:
注射重量(g) = 注射容积(V) × ρ (塑料融熔密度)
一般注射机规格表的注射重量是以PS料(密度0.91g/cm3)为基础在低的注射要求下,产品使用注射装置的20至80%注射重量,有高的要求下则用30至60%注射重量。
注射压力:
这定义了注射熔体时所施加的力量。注射压力要考虑塑料的流动性、收缩率与产品物性而定。注射压力的设定一般宜高不宜低,一个较高的注射压力有助于工程塑料的注射成型。
注射率:
注射率是指在单位时间内,从喷嘴注射的熔融塑料最大容积,也表示熔融塑料通过射嘴的速度。理论上厚度较薄的产品注射率要快,因塑料在模内会快速冷却而失去流动性,以致造成充填不足状态,反之厚度较厚之产品注射率要求就不需要太高。
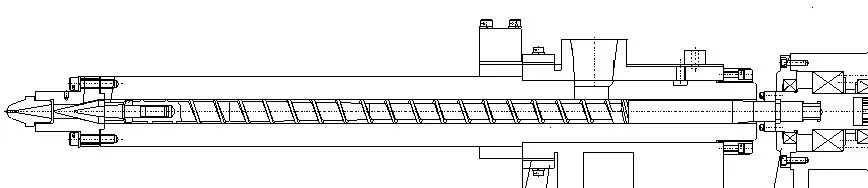
合模单元固定模具并施加必要的力量以保持其在注射和冷却期间闭合。
合模力:
模具所需合模力 = 模腔压力 × 塑件投影面积 × 塑料的粘度因子
合模力为保持模具闭合所需的力量,需要足以抵抗注射压力。机台合模力必须大于模具(成品)所需合模力。
开模行程:
合模单元能够打开的距离,以便成品顶出和模具维护。也指动模板经曲手最大程度上弯曲与伸直的位移距离。假设是冷浇道模具且有水口料的话,那开模行程会建议大于水口料长度与塑料制品的2倍高度合。
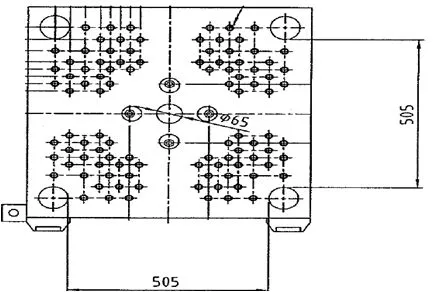
大柱间距:
大柱间距是指四根大柱间两两相隔的长度,该尺寸直接影响模具的安装,是否有空间能够容纳模具尺寸。
动力和效率是影响注塑机运营成本的关键因素。
伺服马达:
相比传统的液压系统,提高能效并降低噪音水平。为避免造成不必要的能源损失,动力系统可以选择伺服油电动力控制系统,能精确控制每个过程压力与流量,实际需求多少系统输出多少,不会有多余的能源耗损达到节能效果。
在投资注塑机时,除了其技术规格外,考虑制造商的声誉和支持也很重要。
在评估潜在制造商时,寻找那些拥有生产高质量、耐用机器良好记录,并以性能和可靠性著称的公司。设备的质量和可靠性,以及所提供的客户服务和技术支持水平,对于您注射成型操作的长期性能和成功具有重大影响。
如果您准备投资高质量的注塑机,或需要进一步指导,请联系华嵘。我们的专家将帮助您找到满足您制造需求的完美解决方案。立即联系我们了解更多信息!
- 集团名称: 华嵘集团
- 品牌: 华嵘、煜达、南嵘
- 服务项目: 注塑成型机、立式射出机、成型设备取出装置
- 服务电话: (06)7956777
- 集团总部: 台南市西港区庆安里中州21之6号
- 官方网站: https://www.huarong.com.tw/

前一则新闻:注塑机机械手挑选指南,以自动化提高生产效率
下一则新闻:PLC控制器在注塑机上的应用