射出成型中的鎖模力是什麼?公式、計算與最佳化方法
2025-03-27 15:25:35

鎖模力在射出成型中扮演關鍵角色,因為它確保模具在注射過程中能夠有效閉合,適當的鎖模力能在高壓下射出時穩固模具,防止產品缺陷,了解鎖模力對於提升生產效率、減少材料浪費以及延長機器壽命至關重要。本文將探討鎖模力的概念、其重要性、計算方式與測量技巧,幫助實現最佳化生產效能。
鎖模力是指射出成型機的鎖模單元所施加的壓力,用以在注射與冷卻過程中將模具兩半緊密閉合。此壓力可抵消熔融塑料注入模腔時產生的內部壓力,避免產生如毛邊或產品變形等缺陷。
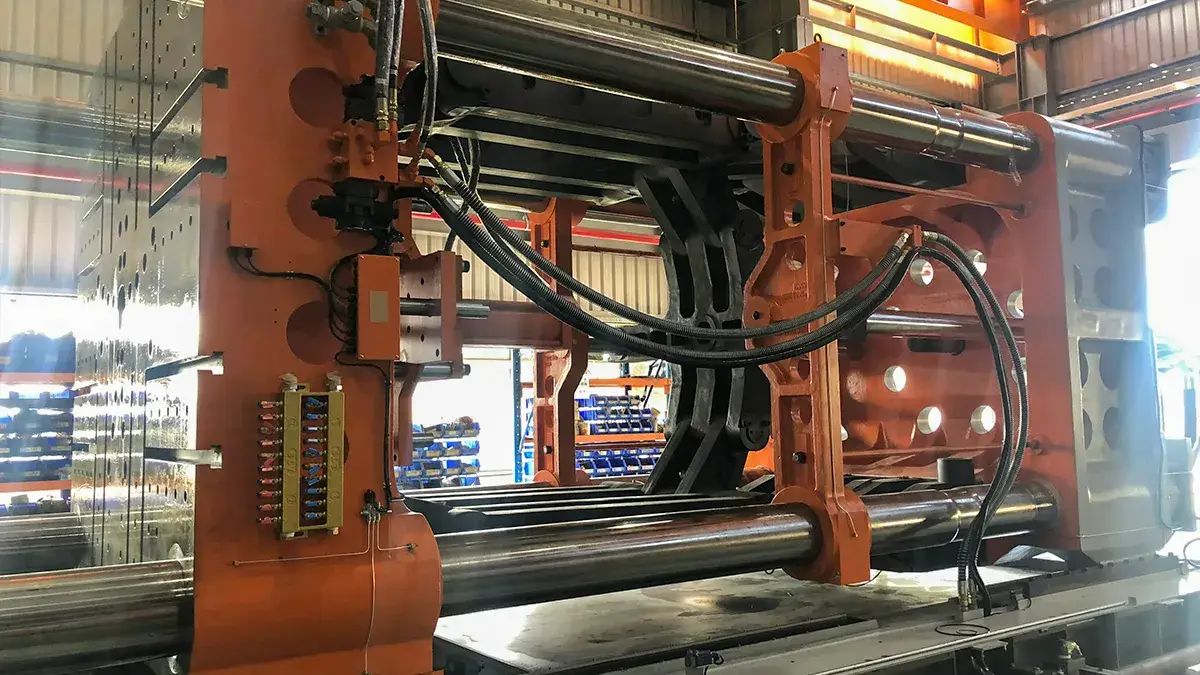
鎖模力是射出成型過程中的一個關鍵性能指標。若鎖模力不足,模具可能會微微張開,導致毛邊、短射或尺寸不一致等問題;但若鎖模力過大,則可能造成模具提前磨損或損壞。影響所需鎖模力的主要因素包括:
延伸閱讀:射出成型缺陷:原因及解決方案
1. 產品的投影面積(A)
鎖模力的計算基礎是產品的投影面積,因為射出成型時,熔膠對模具施加的壓力是垂直於模具分模面的。
- 投影面積越大,所需鎖模力越大。
- 多穴模具會大幅增加投影面積,需要更高的鎖模力。
舉例:
如果產品尺寸增加2 倍,投影面積將變為 4 倍,所需鎖模力也會大幅上升。
2. 模內壓力(P)
模內壓力是影響鎖模力的另一個主要因素,射出塑料特性、射出條件、產品設計和模具結構都會影響到模內壓力。
不同材料的模內壓力(經驗值):
| 材料 | 模內壓力 (kg/cm²) |
|---|---|
| PP / PE | 250 – 400 |
| PS / ABS | 300 – 500 |
| PC / PA | 400 – 600 |
| 強化塑料 (GF+PA、GF+PP) | 600 – 800 |
3. 射出條件
- 射出速度
- 高速射出可能產生更高的模內壓力,導致鎖模力需求上升。
- 低速射出時,模內壓力較穩定,鎖模力需求較低。
- 射出壓力
- 射出壓力(Injection Pressure)影響熔膠填充的動力。
- 高射出壓力(>150 MPa)可能會增加模內壓力,導致需要更高的鎖模力。
4. 產品設計
- 厚壁 vs. 薄壁
- 厚壁產品:需要更高的射出壓力填充 → 增加模內壓力 → 需要更高的鎖模力。
- 薄壁產品:流動阻力較小,模內壓力較低,所需鎖模力較低。
- 大平面 vs. 圓柱體
- 大平面產品(如托盤、面板):投影面積大,需要較高鎖模力。
- 圓柱形或中空結構(如瓶子、桶子):投影面積相對小,所需鎖模力較低。
總結
| 影響因素 | 影響結果 |
|---|---|
| 產品投影面積 | 面積越大,鎖模力需求越高 |
| 模內壓力 | 高壓材料(如 GF+PA)需要更大鎖模力 |
| 射出條件 | 高速射出、高射出壓力會提高鎖模力需求 |
| 產品設計 | 厚壁、大平面產品需要更高鎖模力 |
鎖模力的計算方式主要根據產品的投影面積以及模腔內的壓力。基本的鎖模力公式如下
其中:
- F = 鎖模力(kN 或 tf)
- A = 產品的投影面積(cm²)
- P = 模內壓力(kg/cm²)
逐步計算範例
步驟 1: 計算產品的投影面積(A)
投影面積是指產品從模具分模面投影下來的總面積,計算方式如下:
- 若產品為單一平面結構,則直接計算該平面的長寬乘積即可:
- 若產品為不規則形狀,可使用CAD 軟體測量其最大投影面積,或者手動拆分為幾何形狀進行計算。
- 多穴模具:
步驟 2: 確定模內壓力(P)
在上面”鎖模力的影響因素有哪些”章節中,已經有分享,模內壓力會受到塑料特性、射出條件、產品設計和模具結構的影響,因此即使同一種材料(如 PP),其模內壓力範圍可能從 250 ~ 400 kg/cm² 不等,因此我們需要根據多個影響因素,來選擇適合的模內壓力。
以下以PP 材料的模內壓力(250~400 kg/cm²)作為範例:
(1) 產品厚度
| 產品厚度 | 建議模內壓力(kg/cm²) | 說明 |
|---|---|---|
| 厚壁(>3mm) | 250 – 300 | 熔膠流動阻力較低,低壓填充即可。 |
| 一般厚度(1.5mm – 3mm) | 300 – 350 | 大部分 PP 產品適用範圍。 |
| 薄壁(<1.5mm) | 350 – 400 | 需要更高壓力避免短射,確保流動性。 |
(2) 產品尺寸與流動長度
| L/T 比值 | 建議模內壓力(kg/cm²) | 適用產品 |
|---|---|---|
| <100 | 250 – 300 | 小件短流動距離產品 |
| 100 – 200 | 300 – 350 | 大部分中等流動長度的 PP 產品 |
| >200 | 350 – 400 | 長流動距離、薄壁產品 |
(3) 模具與流道設計
| 模具特性 | 影響 | 建議模內壓力 |
|---|---|---|
| 冷流道,澆口較小 | 阻力較大 | 350 – 400 kg/cm² |
| 冷流道,澆口較大 | 阻力適中 | 300 – 350 kg/cm² |
| 熱流道 | 阻力小 | 250 – 300 kg/cm² |
(4) 射出條件
| 射出參數 | 影響 | 建議模內壓力 |
|---|---|---|
| 高速射出 | 需要較高壓力推動 | 350 – 400 kg/cm² |
| 低速射出 | 低壓填充即可 | 250 – 300 kg/cm² |
(5) PP 的添加物
| PP 等級 | 特性 | 建議模內壓力 |
|---|---|---|
| 一般級 PP | 普通流動性 | 300 – 350 kg/cm² |
| 高流動性 PP(MI ≥ 20) | 易流動,低阻力 | 250 – 300 kg/cm² |
| 玻纖增強 PP(GF+PP) | 高阻力 | 400 – 500 kg/cm² |
步驟 3: 計算鎖模力(F)
將上述產品的投影面積(A)x模內壓力(P)來選擇機台的鎖模力
以一個塑膠產品(如 250ml 的冰淇淋桶)來詢問適合的射出機時,在資料尚不齊全時,我們如何能當場快速估算所需機台的鎖模力?
鎖模力方式:
(1) 估算產品投影面積
對於 250ml 的冰淇淋桶,假設直徑 95mm,高度 85mm:
- 投影面積 A 近似為桶口直徑的圓形面積:
A = π × (D/2)² = 3.14 × (9.5 / 2)² ≈ 71 cm² - 如果是一模出 4 個(四穴模穴),則:
A總 = 71 × 4 = 284 cm²
(2) 設定模內壓力
模內壓力取約 300 kg/cm²。
(3) 計算所需鎖模力
F = 284 × 300 = 85,200 kg = 852 kN = 85.2 tf
=> 約 90~100 tf(900~1000 kN)的鎖模力即可生產
- 確保精確計算投影面積,尤其是多型腔模具時。
- 根據不同塑料材料選擇適當的模內壓力。
- 選擇稍高於計算值的鎖模力,以確保模具不被撐開。
- 避免過高鎖模力,以延長模具壽命並節省能耗。
- 確保選擇的鎖模力比計算值高 10-20% 以上,避免長期運行造成機台負荷過大。
- 減少射出壓力或降低模內壓力,可以適當降低鎖模力需求。
- 使用合適的模具結構(如降低投影面積、最佳化流道),減少鎖模力的需求。
- 選擇合適的射出成型機類型,如大尺寸模具可考慮 兩板式射出機。

鎖模力是射出成型中極為關鍵的一環,能確保模具在高壓注射過程中穩固閉合,透過了解什麼是鎖模力、如何利用鎖模力公式進行計算,以及如何正確測量鎖模力,射出成型業者能夠有效提升生產效率、減少產品缺陷,並延長設備的使用壽命。
- 集團名稱: 華嶸集團
- 品牌: 華嶸、煜達、南嶸
- 服務項目: 射出成型機、立式射出機、成型設備取出裝置
- 服務電話: (06)7956777
- 集團總部: 台南市西港區慶安里中州21之6號
- 官方網站: https://www.huarong.com.tw/

前一則新聞:縮水問題解決方法:如何透過射出成型優化提升產品品質
下一則新聞:15年如一日:華嶸打造的兩板射出成型機實力見證