如何更換模具?有效模具裝卸的模具更換流程
2024-06-07 10:13:56

在射出成型中,模具更換過程是常見的需求,本篇內容將會詳細說明每個步驟,以確保模具更換的安全和效率。
在多種情況下需要進行模具更換流程,例如產品設計改變、材料類型改變或生產量變、模具維護和修理、原型開發、工具磨損或損壞等。這些情況需要新的模具設置以適應更新的規格、不同的材料和變化的生產需求優化,從而確保射出成型操作的效率和質量。
在開始射出成型的模具更換過程之前,事前準備工作很重要,確保更換時的安全與效率。
1. 安全裝備和工具準備
確保您擁有必要的安全裝備和工具:
- 安全帽: 防止潛在的頭部受傷。
- 脫模工具: 抹布、防鏽劑和扳手。
2. 模具檢查
請透過以下檢查來確保模具已準備好安裝:
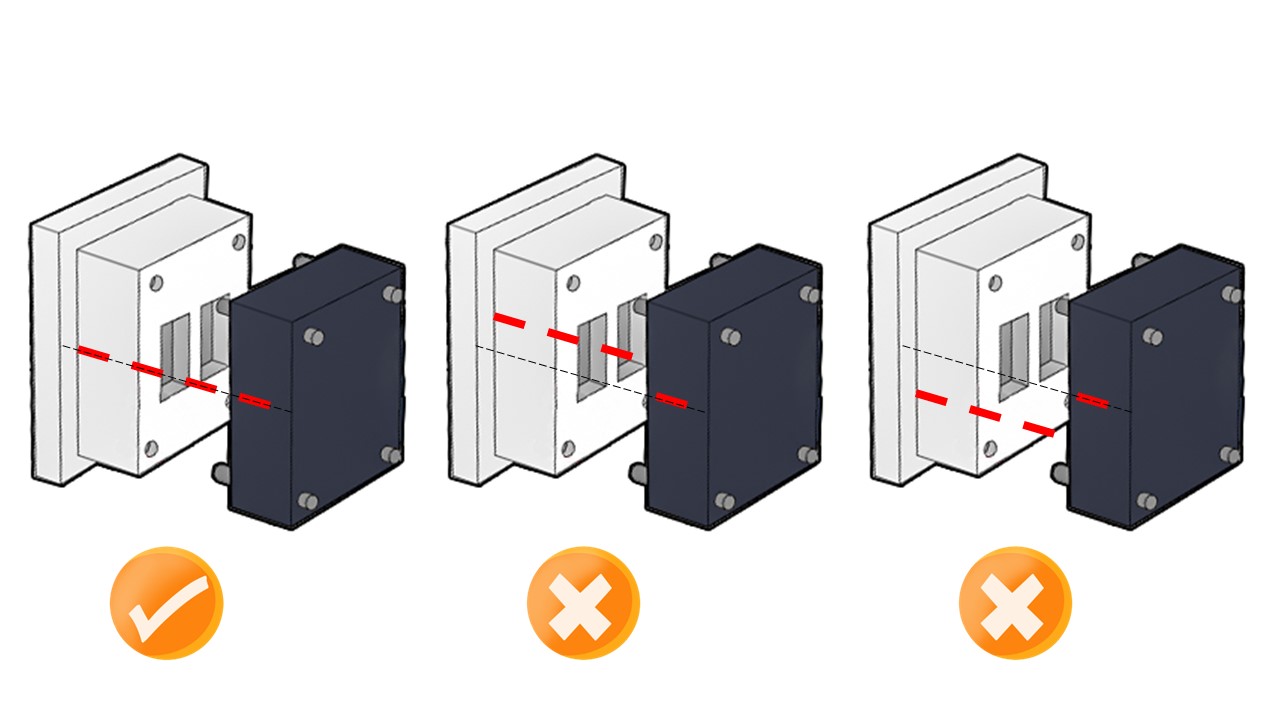
- 模具兩半之間的同心度檢查: 確保模具兩半的同心度,以延長模具壽命和提高產品質量。
- 機器兼容性: 確保射出機的大柱間距能夠容納模具尺寸。
- 冷卻水管: 確保冷卻水管接頭安裝正確,水路通暢。
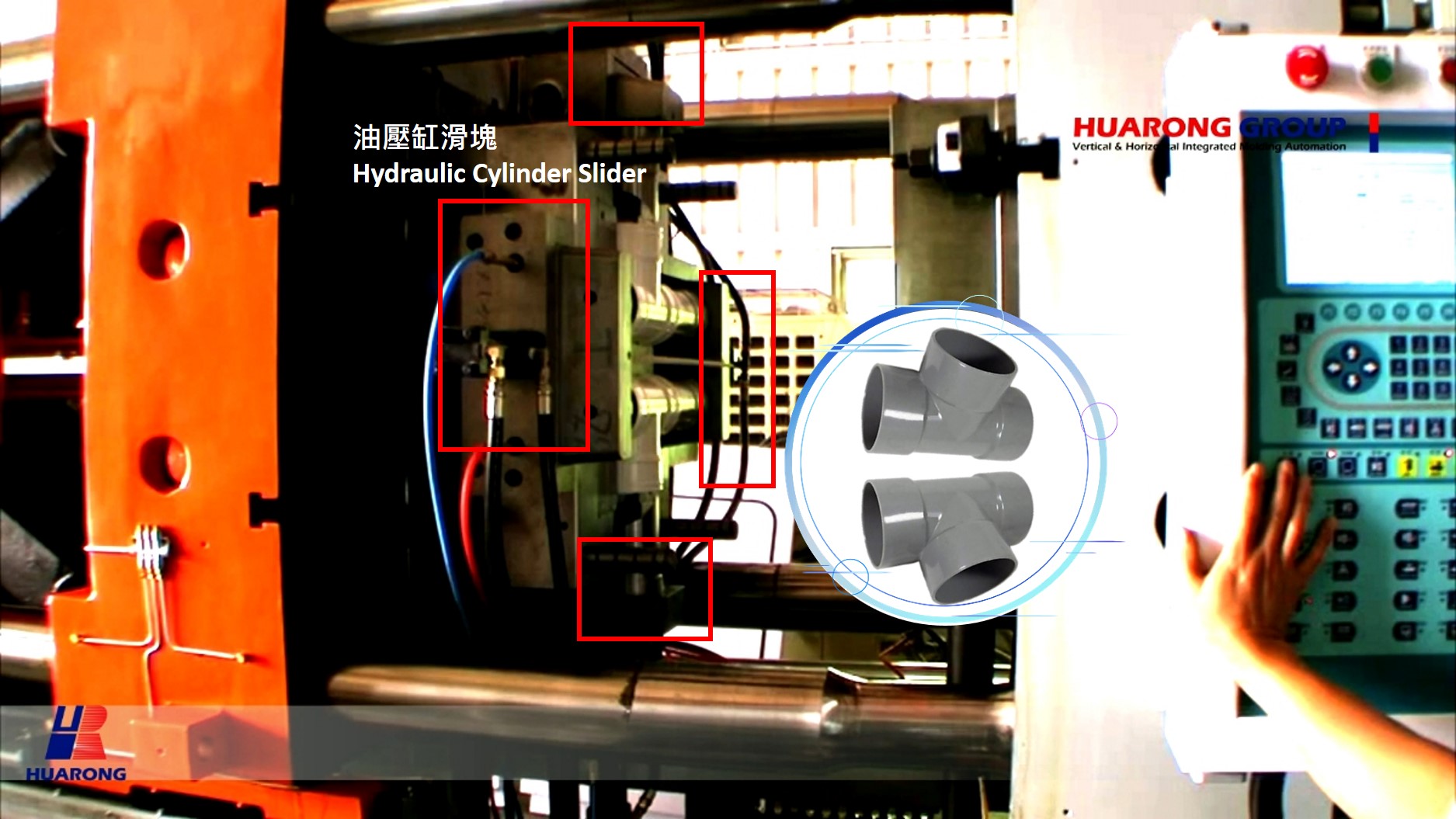
- 油壓缸滑塊油管(如適用): 準備並檢查油管及其接頭,避免使用已損壞螺紋的油管,以防止漏油。
- 吊環安裝: 安裝吊環,吊環旋入模具的深度必須大於吊環直徑的1.5倍,如果吊環與模具表面沒有貼合,建議使用墊片來防止吊環彎曲、斷裂。
3. 天車檢查
徹底檢查天車,以確保其處於良好狀態。
- 控制器: 測試每個按鈕,特別是緊急停止按鈕。
- 鋼絲繩和吊扣: 檢查是否有斷絲或環圈,確保吊扣沒有變形並與模具重量匹配。
4. 射出機啟動
- 打開電源: 開始啟動射出成型機電源。
- 切換到手動模式: 點擊按鈕將機器切換到手動模式。
- 啟動油壓系統: 按下油泵按鈕啟動油壓系統。
1. 正確懸掛和升起模具
吊扣放在模具的吊環上,使用天車升起模具,注意每個吊扣的負載能力,需匹配模具的重量。如果模具重超過10噸,確保每個吊扣的負載能力至少為10噸,且無彎曲變形,並考慮使用雙鋼絲繩配置,配有兩個堅固的吊環;重量小於10噸的,可使用單根鋼絲繩配雙吊環。
2. 慢慢定位和水平調平模具
小心地將模具放置在射出機的兩塊模板之間,緩慢降低模具,以避免碰撞到大柱。
3.使用耐腐蝕材料防止生鏽
為防止生鏽和腐蝕,建議在模具和模板之間使用耐腐蝕材料。
4. 對準模具
請留意以下指示:
- 移動天車使模具閥套的中心與機器的定位環對齊。
- 手動推動模具,以確保其緊密貼合機台。
- 手動模式下操作射出機,慢慢地將機台的夾模單元完全壓緊模具。
5. 固定模具半邊在模板上
使用射出機時請記住以下指示:
- 使用壓板螺絲固定模具半邊。
- 手動模式下操作射出基,緩慢打開模具,檢查開模行程。
- 緩慢關閉模具,並進行三次此動作,以確保管線配置,適當安裝,且無異常聲音。
6. 拆除吊鉤和吊環
在確保一切穩固後,您可以拆除吊鉤和吊環。
7. 調試射出參數和生產準備
調整機台設置以匹配新模具的規格,在開始生產線之前,測試模具是否正常運行。
1. 射出機啟動
打開射出機並切換到手動模式,點擊油泵按鈕啟動油壓系統。
2. 開模和清潔模具
按下開模按鈕,確保模具內部無任何異物,防止污染,模具打開並檢查後,徹底噴灑防銹劑防止生鏽和腐蝕,然後牢固關閉模具,小心斷開冷卻水管,清潔模具以去除殘留水分,確保無任何可能導致生鏽或影響模具性能的水分殘留。
3. 拆除模具夾具並準備卸載
安裝吊環,準備好鋼絲繩和吊扣,以正確懸掛和緊固模具,緩慢移動天車以升起模具,鬆開模具半邊的壓板螺絲,使用天車機慢慢移動模具,避免接觸大柱,最後確保模具放置在安全區域進行存儲。
4. 其他注意事項
如果模具需要修理或維護,請及時通知工程師並提供詳細的損壞記錄;如果模具不再重新安裝,請關閉油泵和加熱系統,並關閉射出機電源。
延伸閱讀: 射出成型機的設備保養和檢查表
模具更換過程是射出成型中的關鍵部分,直接影響模具的安全性和射出機的效率,裝載和卸載過程都是防止損壞並確保順利生產的重要步驟,遵循這些步驟不僅保護設備,還保護參與的操作人員。如果您對射出成型有任何疑問,請隨時聯繫華嶸。
- 集團名稱: 華嶸集團
- 品牌: 華嶸、煜達、南嶸
- 服務項目: 射出成型機、立式射出機、成型設備取出裝置
- 服務電話: (06)7956777
- 集團總部: 台南市西港區慶安里中州21之6號
- 官方網站: https://www.huarong.com.tw/

前一則新聞:立式射出成型機的全面指南
下一則新聞:學習射出成型機的組件及功能