射出成型機規格:選擇合適設備時需注意哪些項目?
2024-07-10 16:40:12

了解射出成型機規格是您為了得到最佳生產線效率及品質的先行功課,而評估規格時要考慮的關鍵因素,包含射出裝置、夾模裝置、電氣動力三大項,透過了解這些規格及其重要性,您可以根據您的特定生產要求選擇合適的機器。
射出成型機規格直接影響機器的性能及您的整體生產能力。這些規格涵蓋了一系列技術細節,從射出單元的速率和功率到機器的鎖模力和能效。
射出單元負責將塑料熔體熔化、輸送並注射到模具中。
射出重量:
射出重量(g) = 射出容積(V) × ρ (塑料融熔密度)
一般射出機規格表的射出重量是以PS料(密度0.91g/cm3)為基礎在低的射出要求下,產品使用射出裝置的20至80%射出重量,有高的要求下則用30至60%射出重量。
射出壓力:
這定義了注射熔體時所施加的力量。射出壓力要考慮塑料的流動性、收縮率與產品物性而定。射出壓力的設定一般宜高不宜低,一個較高的射出壓力有助於工程塑料的射出成型。
射出率:
射出率是指在單位時間內,從噴嘴射出的熔融塑料最大容積,也表示熔融塑料通過射嘴的速度。理論上厚度較薄的產品射出率要快,因塑料在模內會快速冷卻而失去流動性,以致造成充填不足狀態,反之厚度較厚之產品射出率要求就不需要太高。
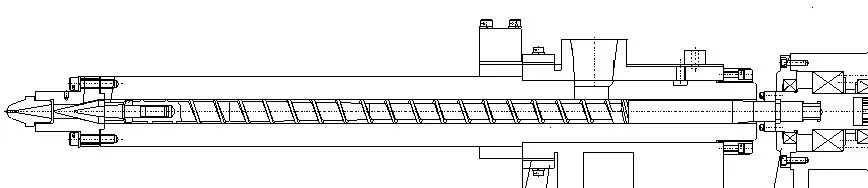
鎖模單元固定模具並施加必要的力量以保持其在射出和冷卻期間閉合。
鎖模力:
模具所需鎖模力 = 模腔壓力 × 塑件投影面積 × 塑膠的粘度因數
鎖模力為保持模具閉合所需的力量,需要足以抵抗射出壓力。機台鎖模力必須大於模具(成品)所需鎖模力。
開模行程:
夾模單元能夠打開的距離,以便成品頂出和模具維護。也指動模板經曲手最大程度上彎曲與伸直的位移距離。假設是冷澆道模具且有水口料的話,那開模行程會建議大於水口料長度與塑膠製品的2倍高度合。
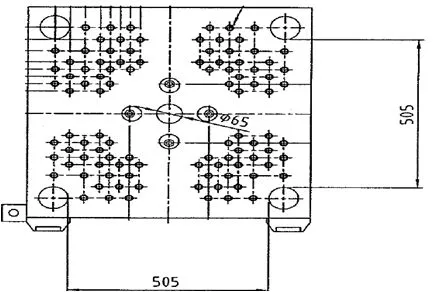
大柱間距:
大柱間距是指四根大柱間兩兩相隔的長度,該尺寸直接影響模具的安裝,是否有空間能夠容納模具尺寸。
動力和效率是影響射出成型機運營成本的關鍵因素。
伺服馬達:
相比傳統的液壓系統,提高能效並降低噪音水平。為避免造成不必要的能源損失,動力系統可以選擇伺服油電動力控制系統,能精確控制每個過程壓力與流量,實際需求多少系統輸出多少,不會有多餘的能源耗損達到節能效果。
在投資射出成型機時,除了其技術規格外,考慮製造商的聲譽和支持也很重要。
在評估潛在製造商時,尋找那些擁有生產高品質、耐用機器良好記錄,並以性能和可靠性著稱的公司。設備的品質和可靠性,以及所提供的客戶服務和技術支援水平,對於您射出成型操作的長期性能和成功具有重大影響。
如果您準備投資高品質的射出成型機,或需要進一步指導,請聯繫華嶸。我們的專家將幫助您找到滿足您製造需求的完美解決方案。立即聯繫我們了解更多資訊!
- 集團名稱: 華嶸集團
- 品牌: 華嶸、煜達、南嶸
- 服務項目: 射出成型機、立式射出機、成型設備取出裝置
- 服務電話: (06)7956777
- 集團總部: 台南市西港區慶安里中州21之6號
- 官方網站: https://www.huarong.com.tw/

前一則新聞:射出成型機械手挑選指南,以自動化提高生產效率
下一則新聞:PLC控制器在射出機上的應用